




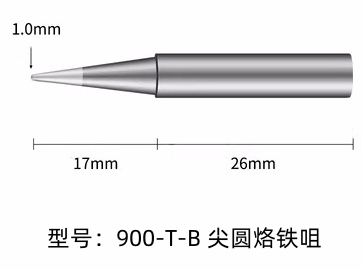

名称:高频90-120W江北烙铁头 使用范围快克203H.204H.203.BK2000A .1000A等高频江北焊台
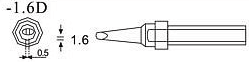
本厂生产的200-1.6D采用进口无氧铜制作 导热性能卓越,江北烙铁咀经过镀镍工艺,质量比普通江北烙铁头好上十倍。外形使用数控机器加工尺寸精准,可非订做烙铁头。无铅用料已通过SGS环保体系的测试认证。适用于203/203H/204/204H/503/504、BEE-210等国产60W、 90W、120W高频涡流式电江北焊台。
200-1.6D无铅一字焊头规格尺寸 200规格1.6D 总长30MM 咀1.6MM
手工焊锡时拿握烙铁的姿势:类似握笔写字姿势。
烙铁头触面污垢和烧焦的焊剂会阻碍热传导,应在湿润的海绵上擦除,经常保持触面清洁;
对于贴片元件与细脚元器件的焊点(如导线,LED等),烙铁温度一般依以下标准执行:有铅焊:温度控制在250℃~350℃;无铅焊:温度控制在320℃~400℃。
对于散热较快的及加锡较多的焊点(如电池正负极性片等),烙铁温度一般依以下标准执行:有铅焊:温度控制在280℃~380℃;无铅焊:温度应控制在350℃—420℃。
指定烙铁头如不能擦除可用锉刀清除,然后立即用焊料重新上锡浸润保护,但对于包铁触面、镀银或贵硬合金触面的烙铁头则禁止使用锉刀;
不允许用烙铁头磨擦焊接面,也不准用力按压,但当烙铁触面小,不足以覆盖已有焊锡焊接面时,可以采用往覆磨擦焊接面辅助促使迅速扩大加热面积,加速焊锡流动性以保证焊点轮廓饱满。
新烙铁或休息及暂时不用焊接时,需在烙铁头上加焊锡保护烙铁头;离开工位30分钟以上,必须切断烙铁电源。
工作区域应保持清洁,必须将废锡渣统一回收到烙铁架内,不能将碎锡敲击于工作台面上,严禁直接敲击烙铁,预防损坏或漏电;
密集细小的焊点(如贴片元器件密集的印制板)选用尖嘴烙铁头,焊点比较蔬散及粗脚元器件焊接、补焊等应尽量选用扁平型或刀型的烙铁头;
