




名称:高频90-120W佛山烙铁头 使用范围快克203H.204H.203.BK2000A .1000A等高频佛山焊台
本厂生产的200-LI高品质紫铜,挂锡能力好,抗氧化能力强。380度可以焊30000个焊点,长寿命经久耐用。厂家直销,少去中间环节,价格便宜,规格,品种齐全。200-LI是I型的加长款适合更精细之焊接,或焊接空间狭小之情况,也可以修正焊接芯片时产生之锡桥。适用于203、203H、204、204H、376、376D、TPK3000、BEE-210等100W以下的小功率电佛山焊台。
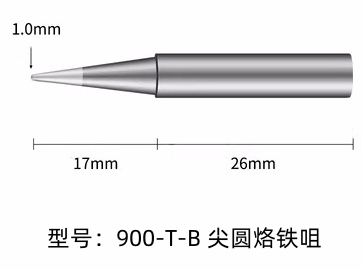
200-LI0.3-0.5环保无铅恒温佛山烙铁头规格尺寸 200规格LI 佛山烙铁咀0.5MM

各类型元件焊接温度表
| 元件类型 | 焊接温度 | 焊接时间 |
| IC类元器件 | 280℃~300℃ | 3S |
| 贴片类元器件 | 280℃~320℃ | 2~3S |
| 插件类元器件 | 300℃~350℃ | 3~5S |
| 较大元器件 | 350℃~380℃ | 5~7S |
| 注意:热敏感元器件(如:晶振等)焊接时一定要控制好烙铁温度和焊接时间,避免焊接温度太高和时间太长而使元器件损坏》 | ||
1、选用合适的焊锡,应选用焊接电子元件用的低熔点焊锡丝。
2、助焊剂,用25%的松香溶解在75%的酒精(重量比)中作为助焊剂。
3、电烙铁使用前要上锡,具体方法是:将电烙铁烧热,待刚刚能熔化焊锡时,涂上助焊剂,再用焊锡均匀地涂在烙铁头上,使烙铁头均匀的吃上一层锡。
4、焊接方法,把焊盘和元件的引脚用细砂纸打磨干净,涂上助焊剂。用烙铁头沾取适量焊锡,接触焊点,待焊点上的焊锡全部熔化并浸没元件引线头后,电烙铁头沿着元器件的引脚轻轻往上一提离开焊点。
5、焊接时间不宜过长,否则容易烫坏元件,必要时可用镊子夹住管脚帮助散热。
6、焊点应呈正弦波峰形状,表面应光亮圆滑,无锡刺,锡量适中。
7、焊接完成后,要用酒精把线路板上残余的助焊剂清洗干净,以防炭化后的助焊剂影响电路正常工作。
8、集成电路应最后焊接,电烙铁要可靠接地,或断电后利用余热焊接。或者使用集成电路专用插座,焊好插座后再把集成电路插上去。
9、电烙铁应放在烙铁架上。
